Min Sheet Metal Panel Folds
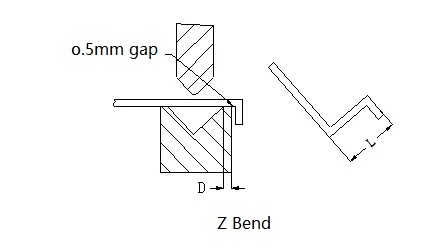
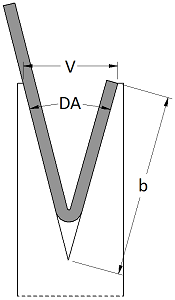
V Grooving And Folding Of Sheet Metals

Following Dfm Guidelines For Working With Sheet Metal Machine Design

V Grooving And Folding Of Sheet Metals

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design

Sheet Metal Design Guide Geomiq

Graitec Autodesk Inventor Sheet Metal Design Rules In 2020 Sheet Metal Sheet Metal Fabrication Metal Design
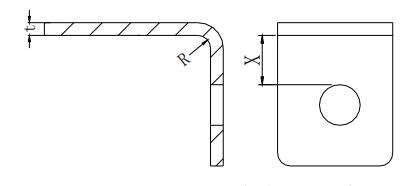
Bends in sheet metal are manufactured using sheet metal brakes.
Min sheet metal panel folds.

V Grooving Folding Of Sheet Metals Double Stone Europe Limited
Sheet Metal Design The Definitive Guide Engineer S Handbook Machinemfg

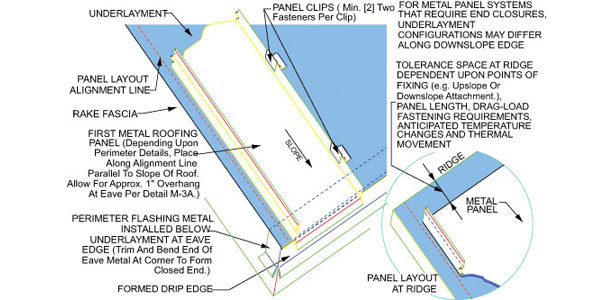
61 Reference Of Standing Seam Metal Roof Cross Section In 2020 Standing Seam Metal Roof Metal Roof Standing Seam

Sheet And Plate Metal Work Autodesk Advance Steel Graitec
Http Www Bestbuymetals Com Pdf Standing Seam Installation Guide Pdf

Chimney Flashings The Lead Sheet Association Roof Cladding Home Construction Building A Deck
Metal Roof Application Methods 2012 11 06 Building Enclosure

Nedzink System Nedzink Zinc Roof Roof Detail Larch Cladding

Acm Details No Insulation Northclad Alucobond Metal Facade Architecture Details

V Crimp Metal Roof Metal Roof Installation Guide Autoiq Co

Standing Seam Wall Roof Transition Details Google Search

Pin On Drawings

Ideas Metal Seam Roof Details Roofing Decoration Intended For Dimensions 1050 X 1200 Standing Seam Metal Roof Metal Roof Construction Metal Roof

Standing Seam Metal Roof Fascia Details Warranted Una Clad Panels Firestone Building Products Design Standing Seam Metal Roof Corrugated Metal Roof Metal Roof
Press Brake The Ultimate Guide 2020 Updated Machinemfg

Installing Low Slope Metal Roofing Metal Construction News
Https Www Komasheets Com Cms16 Files Processing Guidelines For Steel Composite Panels 1 Pdf Download 1

Pin On Roof Design
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs8zgbo7pdd8sjqpzjttc7bzskljstjyersldddmox8ykdwjdt5 Usqp Cau

Sheet Metal Folding Machine All Industrial Manufacturers Videos

Polycarbonate Mega Lock Glazing System Aluminum Glazing System Polycarbonate Polycarbonate Panels Glass Roof

Pin On Roofing
Sheet Metal Hems Sheetmetal Me

Column Covers Round Rectangular With Images Column Covers Cladding Design Sheet Metal Fabrication
Source : pinterest.com
