Minimum Bend Radius For Sheet Metal Parts

Layout And Forming Part One

Sheet Metal Design Guide Geomiq

Layout And Forming Part Two

Bend Radius Solidworks More Brackets Sling2
Bend Radii Minimum Bend Sizes For Sheet Metal Design

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design
A 1 degree tolerance on all bend angles.
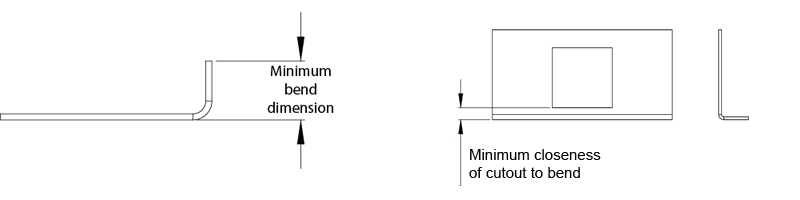
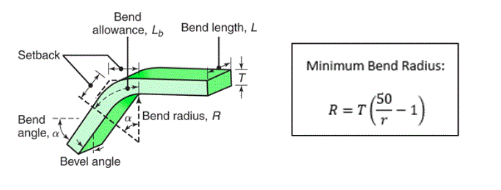
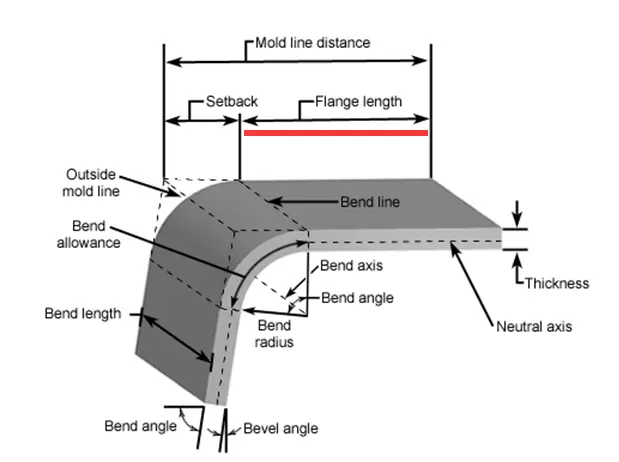
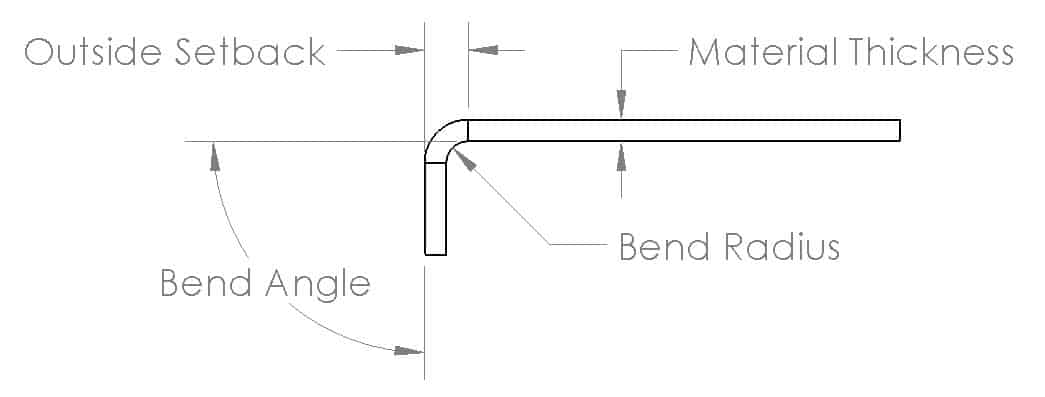
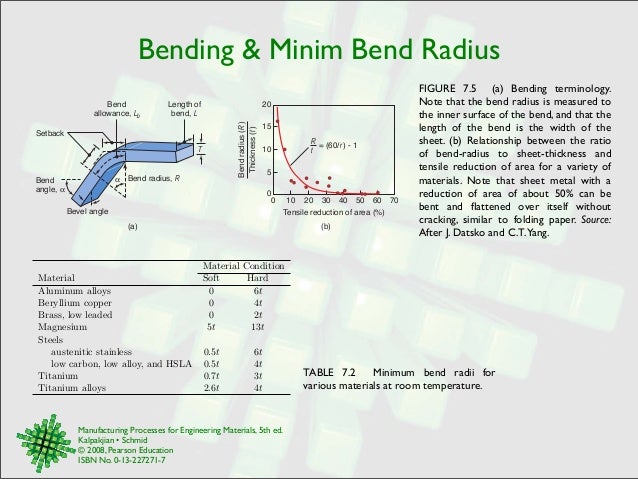
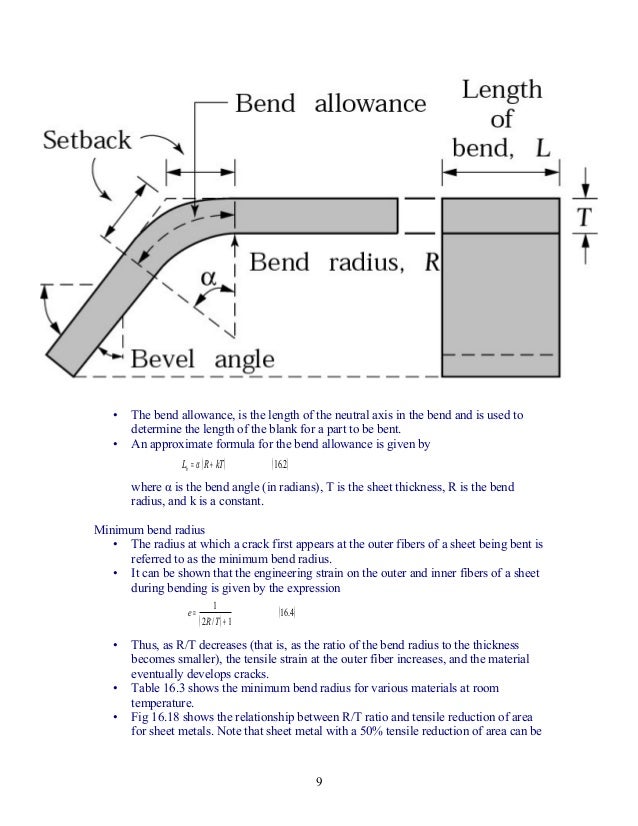
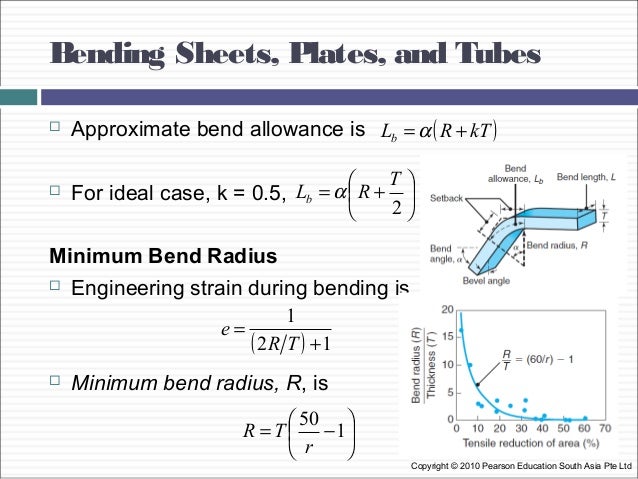
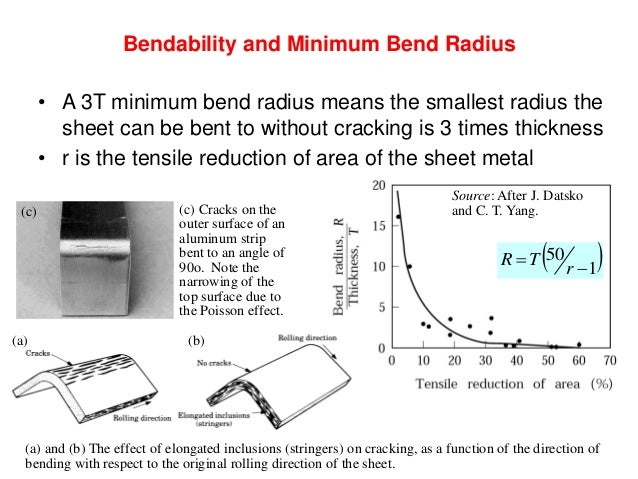
Minimum bend radius for sheet metal parts.
Solved Derive The Relation Given Below For The Minimum Be Chegg Com

Inconel 625 Sheetmetal Parts Bending Mechanical Engineering General Discussion Eng Tips

Following Dfm Guidelines For Working With Sheet Metal Machine Design
Design Guidelines Sheetmetal Me
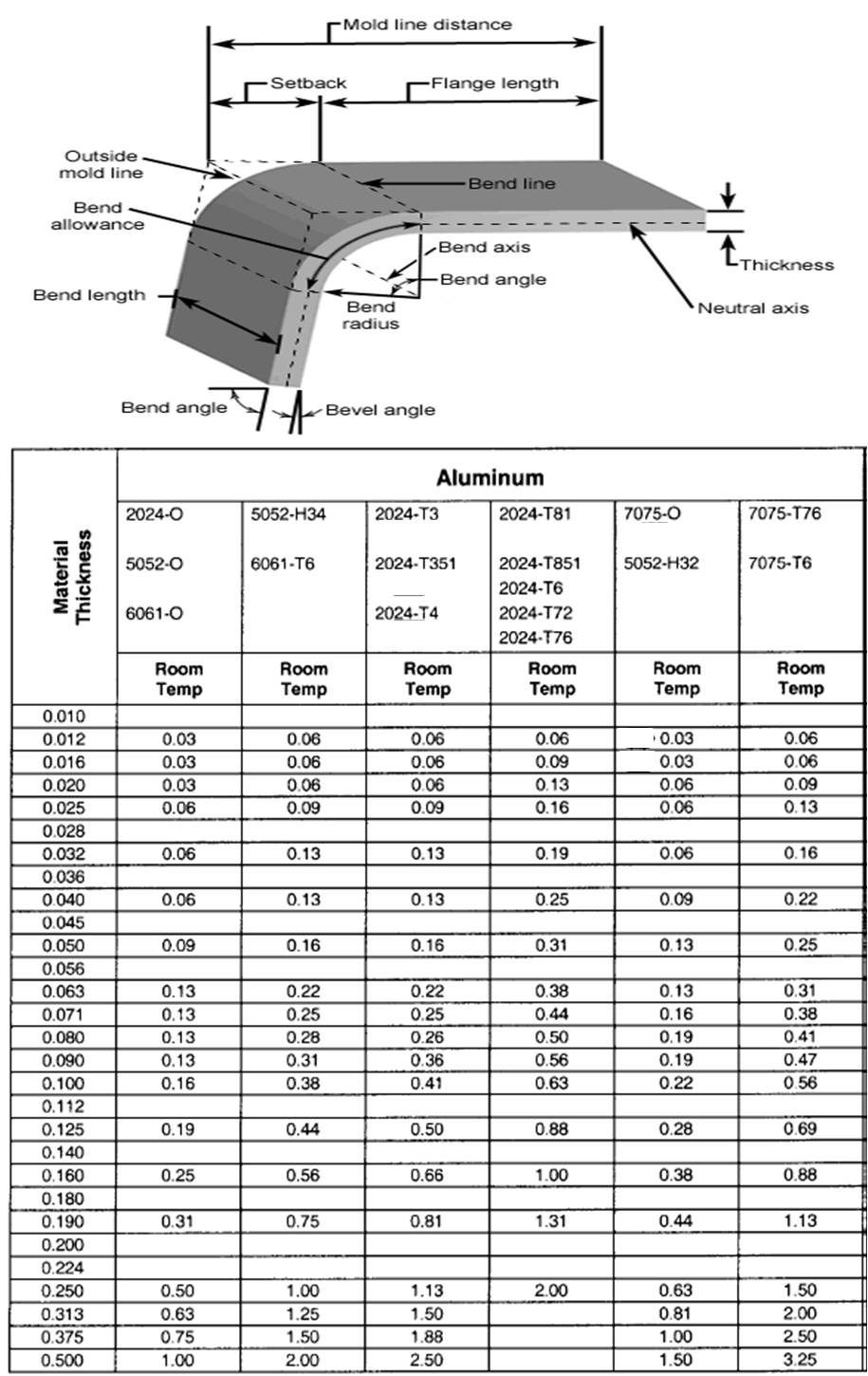
Aluminum Plate Minimum Bend Radius Aluminum Plate

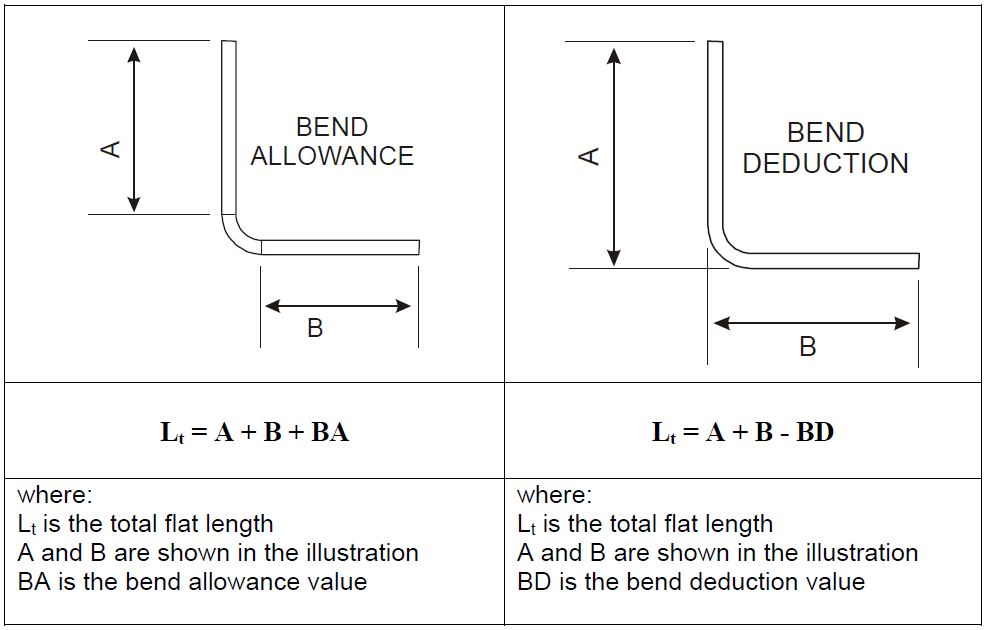
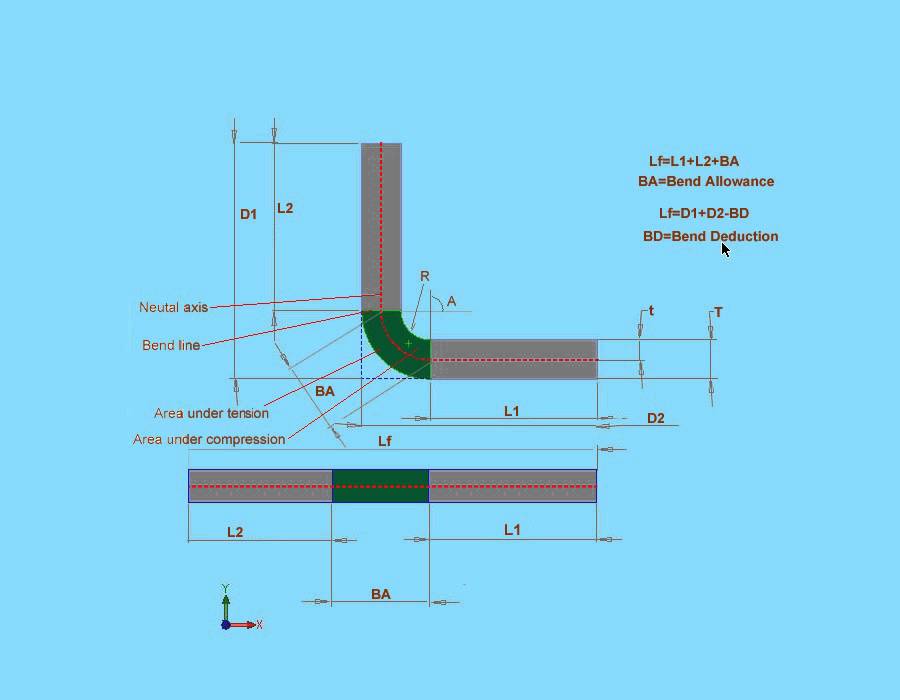
Bend Allowance Sheetmetal Me
Sheet Metal Design And Design Considerations
Aluminum Sheet Aluminum Sheet Bend Radius

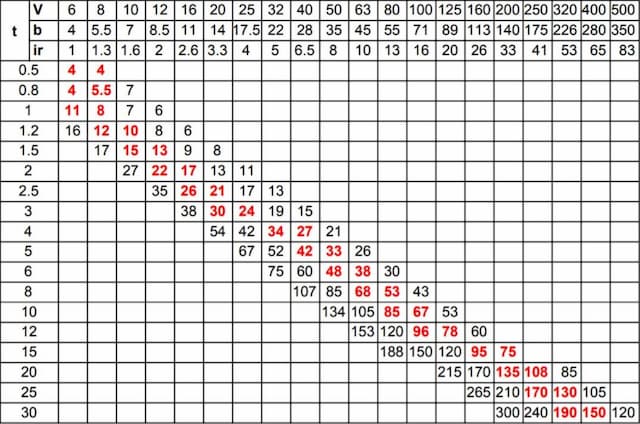
Minimum Bend Radius Calculator In Sheet Metal Or Plate

Which Aluminum Alloy Bends Best Clinton Aluminum
6 Factors Affecting The Bending Radius Of Sheet Metal Machinemfg
Tips For Bending Sheet Metal Make It From Metal
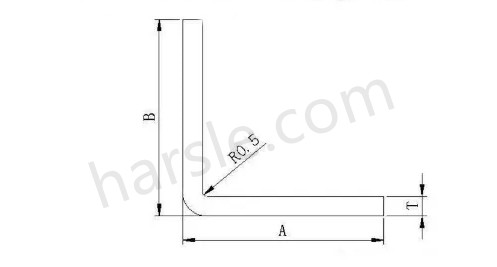
The Relationship Between The Bending Radius Of Sheet Metal And The Thickness Of The Sheet Harsle Machine
Solidworks Tutorial Sheet Metal Part Design Bend Allowance Youtube
Metal Bending Metal Folding Service Fractory

Sheet Metal Understanding K Factor
Sheet Metal Forming Processes Erdi Karacal Mechanical Engineer Univer
Chapter5 Sheet Metal Forming
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Sheet Metal Processes
Sheet Metal Working 1

Minimum Bending Radius Something To Pay Attention

Mechanical Design Tutorial Sheetmetal Design

Bending Design Considerations
Source : pinterest.com
