Minimum Sheet Metal Thickness Tapping

Bolt Torque Chart Chart Tool Chart Bolt
Understanding Tapping Screws Fastener Mart

Bolt Depot Site For Fasteners Screws And Bolts Bolt Fasteners
Selecting Fasteners For Thin Walled Joints Machine Design
Sheet Metal Fabrication Design Guidelines

Sheet Metal Design Guide Geomiq

In low carbon steel sheet metal the minimum radius of a bend should be one half the material thickness or 0 80 mm 0 03 inch whichever is larger counterbores.
Minimum sheet metal thickness tapping.
Screwdriving For Sheet Metal Assembly

Audio Transformer Tapping And Ratings Transformers Audio Audio System

Making Knife Hand Tools Tips And Techniques Woodarchivist Com

Thermal Drilling Processing On Sheet Metals A Review Sciencedirect
Din7500 Tap Fix Hole Sizes Sheet

Homemade Track Saw Woodworking Tools Woodworking Tools Storage Woodworking Tips

Pin On Tools On Areagoods Com
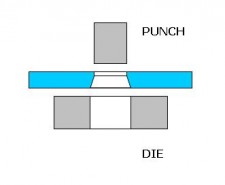
Sheet Metal Punching Rules

Sheet Metal Design Guidelines By Dfmpro

How To Correctly Use Sheet Metal Screws Doityourself Com

Stick Welding Super Thin Sheet Metal Welding Thin Metal Youtube

Supporto Per Maschiatura Fai Da Te Homemade Tapping Jig Youtube Metal Bending Tools Homemade Tools Metal Working Tools

Hot Item Din 912 A4 80 Stainless Steel Knurled Socket Head Cap Screws Stainless Steel Types Bolt Stainless

Herringbone Marble Mosaic Verona Polished Finish Marble Mosaic Herringbone Marble Floor Mosaic

Pin On Cricut Joy
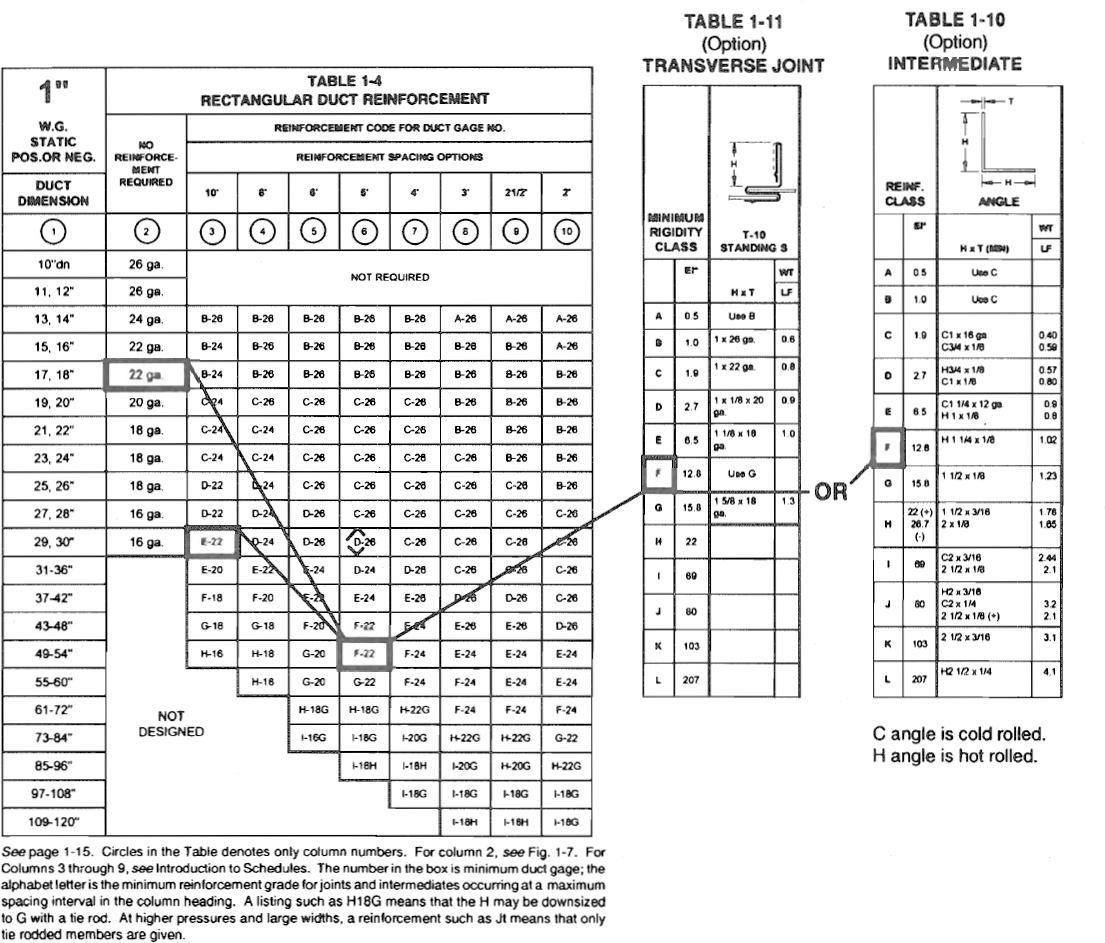
Hvac Duct Construction Standards
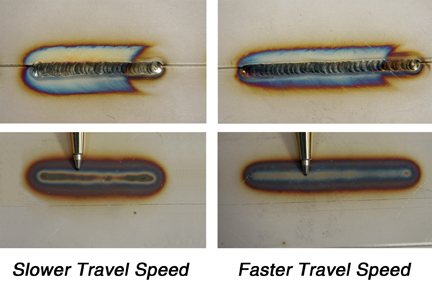
Say Good Bye To Burn Through New Pulsed Welding Technology Solves Problems Common To Welding Sheet Metal

2 X 3 Union Jack Aluminum Sheet 020 Thick Decorative Metal Sheets Metal Sheet Decorative Sheets
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsfora94enaxcd1fhqyfcvnia58ba0zip9ymqh1rmw695mdgt2f Usqp Cau

Designing For Sheet Metal Fabrication White Paper
Rule Of Thumb Of Placing A Center Of A Bolt Hole From The Edge Of Steel Mechanical Engineering General Discussion Eng Tips

How To Make Real Gold Paint Because Gold Paint Overwhelms Me With Emotion So I Should Start Using It In My Work Gold Paint Gold Leaf Art Medieval Art

Clarke Brothers Wheel Marking Gauge Woodworking Set With 2 Extra Cutter Wheels Micro Adjust Feature Solid Brass Metal Wmg 7 Marking Gauge Marking Tools Tools

Screws Thread Cutting Loss Prevention Fasteners
Source : pinterest.com
